

Việc sử dụng vật liệu PU (polyurethane) vào sản xuất và đắp PU bánh xe nâng điện là cực kỳ phổ biến trong ngành công nghiệp nâng hạ ngày nay.
Nói đến chất liệu PU, chúng ta sẽ bắt gặp các dạng phổ biến bao gồm: Dạng sợi, dạng nhiệt dẻo, dạng bọt, dạng màng, dạng đổ khuôn và dạng cán được. Trong đó, dạng đổ khuôn là được áp dụng thực tế vào việc gia công, bọc và đắp PU bánh xe nâng điện đứng lái tại Hưng Việt – HCM.

Bạn có biết, năm 1952 loại PU đổ khuôn lần đầu tiên được bán ra thị trường. Đối với dạng PU đổ khuôn mà nói, ứng dụng là vô số kể:
- Từ các bánh xe PU của xe nâng, xe đẩy hàng, xe nâng tay thấp kéo pallet.
- Cho đến các chi tiết máy móc, tấm lót sàn, lớp lót ống, băng tải cao cấp.
- Việc thiết kế và chế tạo ra một chiếc bánh xe nâng điện PU là vô cùng phức tạp ⇒ Nó đòi hỏi nhiều công đoạn tỉ mỉ, một dây chuyền sản xuất tiên tiến và một bàn tay công nghiệp khéo léo.
Bọc bánh xe nâng điện PU bên ngoài chúng ta có thể được chia thành 5 giai đoạn chính:

Giai đoạn 1: Điều chế và phối trộn hỗn hợp nhựa PU (compounding, mixing)
Thành phần chính của hỗn hợp nhựa PU được sử dụng trong quy trình đắp bánh xe nâng điện komatsu, Toyota, TCM – gia công lốp xe điện là:
Các isocyanate tạo nên phần chính trong pha rắn của polyurethane. Ba loại isocyanate thường được dùng đổ khuôn đắp lốp xe nâng là:
- Toluen diisocyanate (TDI)
- 1,5 – naphthalene diisocyanate (NDI)
- Và 4,4 – diphenylmethan diisocyanate (MDI)
Bên cạnh đó, việc thêm các phụ gia theo các tỉ lệ khác nhau được thực hiện để phục vụ cho mục đích:
- Làm tăng chất lượng, độ đàn hồi, độ bền nhiệt.
- Tăng khả năng chống chịu điều kiện môi trường chống ăn mòn cao.
- Hỗ trợ quá trình đắp vỏ lốp xe, hạn chế tạo bọt khí.
- Chúng đóng vai trò là các chất chống ôxi hóa, chống ozone hóa hoặc chống nứt vỡ và rách.
Ngoài ra còn có nhóm các chất phụ gia quan trọng cho quá trình lưu hóa, giúp định hình và mang lại tính đàn hồi cho bánh xe bọc PU.
Thứ tự và quy trình thêm các chất phụ gia, tỉ lệ trộn các nguyên liệu, kiểm soát nhiệt độ và thời gian là yếu tố quan trọng quyết định chất lượng và giá bánh xe nâng điện thành phẩm.
Giai đoạn 2: chuẩn bị các bộ phận để đắp PU bánh xe nâng điện
Trong công đoạn này, các bộ phận cấu thành của bánh xe tùy thuộc vào từng mẫu xe nâng. Có loại xe nâng có vành mâm bánh xe đặc dày và đục lỗ. Cũng có mẫu xe với kiểu bánh chỉ có vòng mâm được gắn với bạc đạn.
Đối với việc đắp PU bánh xe nâng điện lõi thép, bạn chỉ cần cung cấp mâm bánh xe đã bị bong tróc lớp vỏ cũ.
Chúng tôi sẽ gia công, cạo gọt, kiềm hóa lớp vỏ cũ sạch sẽ và đúc mới nhựa PU cho nó trong vòng 5-7 ngày.
Giai đoạn 3: Định hình – Đổ khuôn bánh xe (building)
Bánh xe nâng hàng palet với vành mâm được định hình bởi bàn tay chuyên nghiệp của công nhân để đảm bảo chất lượng và hiệu quả.
Các bộ phận và vật liệu đã chuẩn bị từ các công đoạn trước:
- Mâm bánh đặt cố định ở bệ đỡ.
- Canh cho tỷ lệ và kích thước lớp PU là đúng theo tiêu chuẩn.
- Sau đó, tiến hành đặt khuôn vào vành mâm, chậm rãi rót nhẹ hỗn hợp dung dịch PU đã được chuẩn bị sẵn vào khuôn.
Công đoạn này yêu cầu nhẹ nhàng, cẩn thận tránh tạo bọt khí ⇒ làm giảm chất lượng lớp vỏ nhựa sau khi hoàn thiện.
Giai đoạn 4: Xử lý nhiệt bằng phương pháp hấp

Đây là giai đoạn quan trọng để tạo nên bánh xe điện đắp PU hoàn chỉnh. PU sẽ được đặt vào khuôn và khi khuôn được đóng lại. Quá trình lưu hóa sẽ diễn ra ở nhiệt độ cao và áp suất cao.
Khuôn đúc được đóng kín trong suốt quá trình xử lý nhiệt.
Giai đoạn 5: Làm nguội, hoàn thiện và kiểm tra chất lượng
Đội ngũ kỹ thuật viên hậu kiểm cùng với công cụ hỗ trợ chuyên dụng sẽ phát hiện ra những sai sót, lớp nhựa thừa trên bề mặt bánh. Từ đó có các bước xử lý tiếp theo để hoàn thiện bánh xe.
Sau khi kiểm tra xong, bánh xe sẽ được đem đi chụp X quang để phát hiện sai sót bên trong như bọt khí, khoảng trống, hạt li ti để có cách khắc phục cuối cùng.
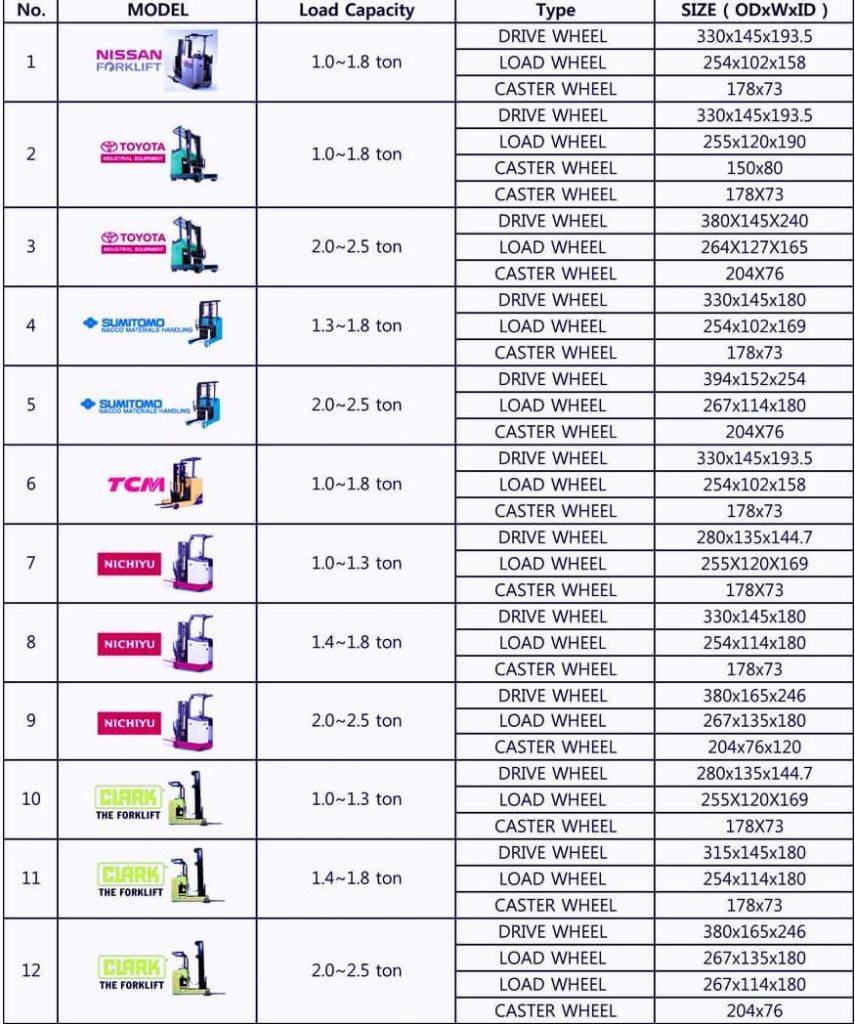
Một vài mẫu model bánh xe nâng điện được chúng tôi đắp PU giá rẻ:
Nếu bạn đang có nhu cầu bọc bánh xe PU, vui lòng liên hệ để được hỗ trợ:
Hotline: 0909.427.086 (hoặc 0333755395)
Email: sales3.hungviet@gmail.com








Đánh giá
Chưa có đánh giá nào.